Crafting the future of colour with the finest range of pigments for over 03 decades now!
At Meghna Colours, we’re more than just a pigment manufacturer—we’re a forward-thinking company that is constantly innovating to meet the changing needs of our customers and the world. Through our research, sustainable practices, and commitment to collaboration, we’re building a future where colour technology is both vibrant and responsible.
Join us as we continue to push the boundaries of what’s possible and lead the way toward a more sustainable and colourful future.
Years of experience
0+
State of the art facilities
0
Employees
0
Exported to countries
0+
tons of production
0+
65+ Color index produced
250+ Pigment Grades Available for varied Applications
65+ Color index produced
250+ Pigment Grades Available for varied Applications
65+ Color index produced
250+ Pigment Grades Available for varied Applications
65+ Color index produced
250+ Pigment Grades Available for varied Applications
Products
A diverse spectrum of colour solutions, innovated with utmost precision
Pigment production requires significant amounts of water, but we have implemented advanced techniques to minimize water usage and optimize recycling, achieving substantially lower water consumption.
Cleaner Energy Usage
We’ve made significant investments in solar energy projects, which now contribute to a large portion of our electricity consumption, helping us reduce our carbon footprint.
Rainwater Harvesting
We have installed rainwater harvesting systems at our production sites, allowing us to capture and reuse rainwater, further reducing our reliance on freshwater resources.
Waste Reduction and Recycling
We’ve adopted zero-waste initiatives within our production facilities, focusing on recycling and reusing materials wherever possible to minimize our waste output.
Energy-Efficient Equipment
We have upgraded our manufacturing facilities with energy-efficient machinery and processes, further reducing our energy consumption and overall environmental impact.
Sustainable Packaging
We are committed to using eco-friendly and recyclable materials in our packaging, reducing plastic usage and the environmental impact of our products.
Innovation in Formulation: Pioneering New Possibilities
We believe that the future of pigments lies in innovation. Our team is working tirelessly to develop new, cutting-edge formulations that offer improved performance and longer-lasting colours. Whether it's creating pigments that resist fading under UV light or developing more efficient production techniques, we’re constantly striving to set new industry standards and deliver products that exceed customer expectations.
Our Research and Innovation team is the driving force behind our continued success. With a focus on advanced research initiatives, we are constantly exploring new ways to improve the performance and sustainability of our pigments. By investing in state-of-the-art facilities and collaborating with leading academic institutions, we ensure that our products meet the highest standards of quality and sustainability.
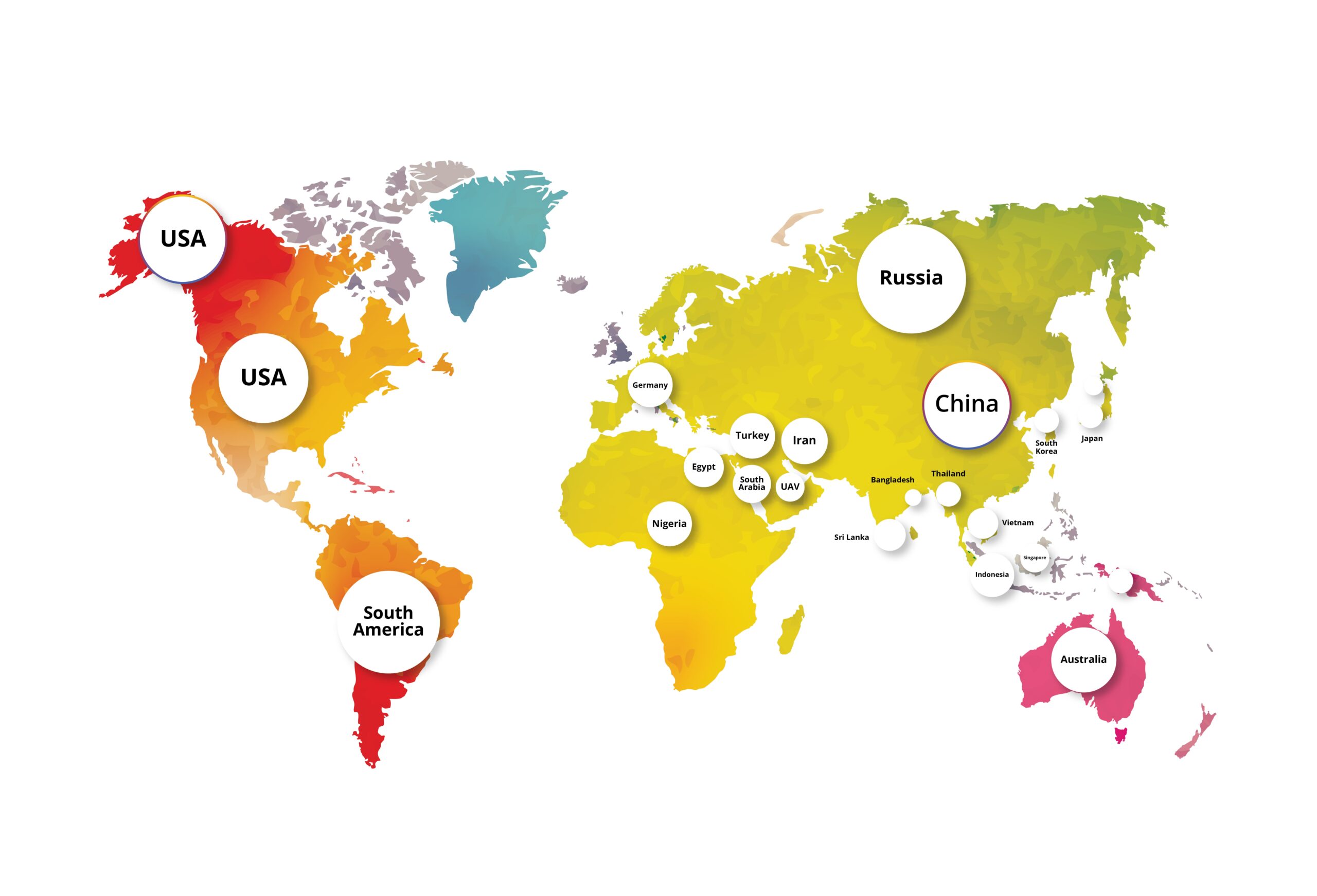
Our Partners
Colouring the diverse industries with premium colour pigments across the globe
Exports to more than 45 countries with +20 distributors in various countires
")
")